How-ToLaserProduct Review The LaserPecker 2 – A fun laser engraver in a small package!! LaserPecker contacted me to see if I was interested in reviewing their LaserPecker 2 laser…David BurrellJuly 23, 2022
3D PrintingCNCDIYProduct Review Review of the Flsun Q5 3D printer from Hekka – A small and fast delta style 3D printer Hekka.com reached back out to me to see if I was interested in reviewing another…David BurrellJune 24, 2022
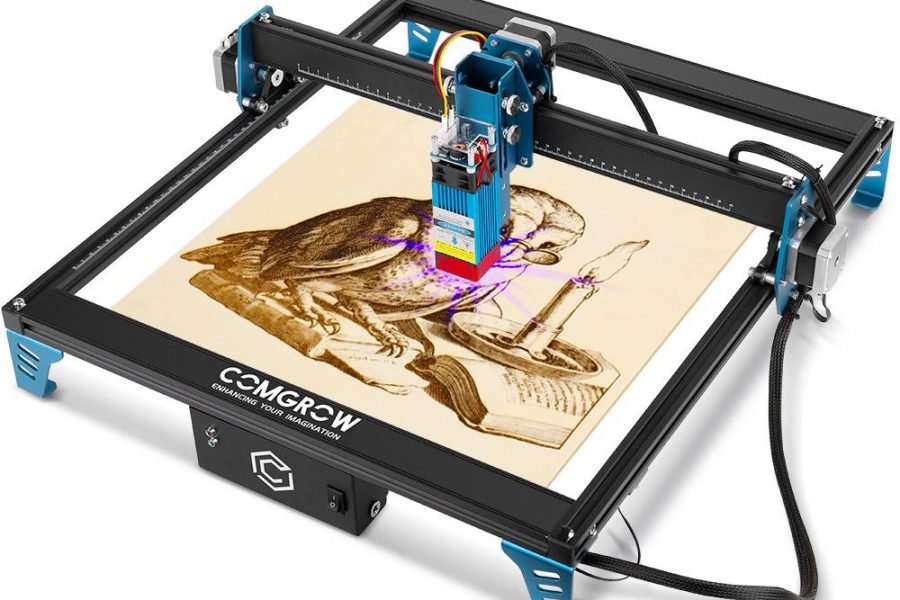
CNCDIYHow-ToLaserProduct Review The Comgrow COMGO Z1 – A solid 10W laser engraver!! Comgrow contacted me to see if I was interested in reviewing their Comgo Z1 desktop…David BurrellJune 11, 2022
CNCDIYHow-ToLaserProduct Review The NEW Genmitsu Jinsoku LC-40 laser engraver from SainSmart – It’s BUILT Like No Other!! SainSmart contacted me to see if I was interested in reviewing and providing feedback on…David BurrellApril 26, 2022
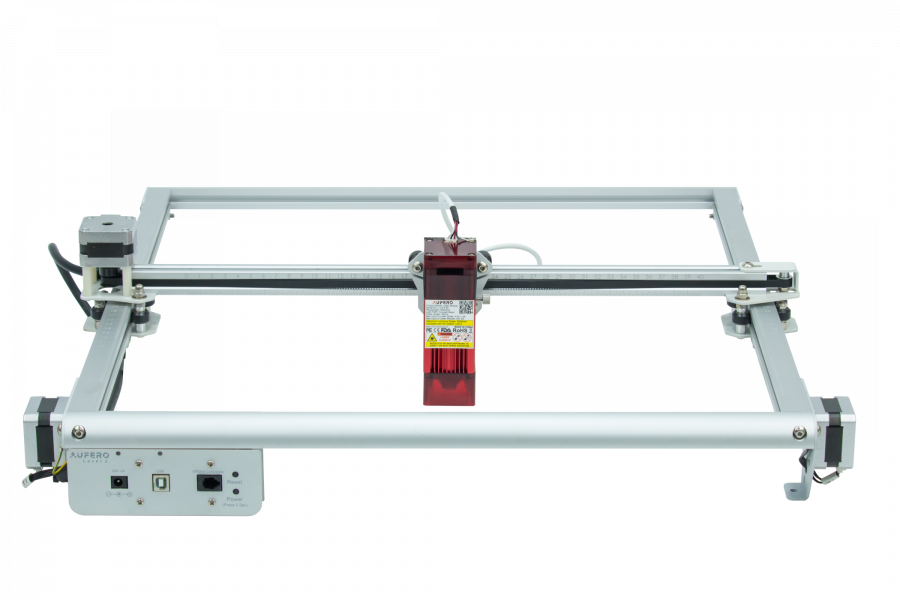
CNCDIYHow-ToLaserProduct Review The Aufero Laser 2 – It’s FAST but can it use all that speed? Aufero contacted again me to see if I was interested in reviewing their Aufero Laser…David BurrellApril 22, 2022